What are you looking for?
VINAMOLD




| Solution économique |

| Reproductions très détaillées |

| Flexibilité ajustable et résistance à la déformation |

| Réutilisable (plus de 50 fois) |

| Idéal pour les moules de petite et grande taille (jusqu'à plusieurs mètres) |
Format
Vinamold® est disponible en 5 qualités (rouge, naturel, blanc, bleu, jaune) afin d’optimiser la finesse de reproduction, la résistance à la déformation et la durabilité.
Taille : sacs de 12,5 ou 25 kg

Rouge pour les reproductions très détaillées

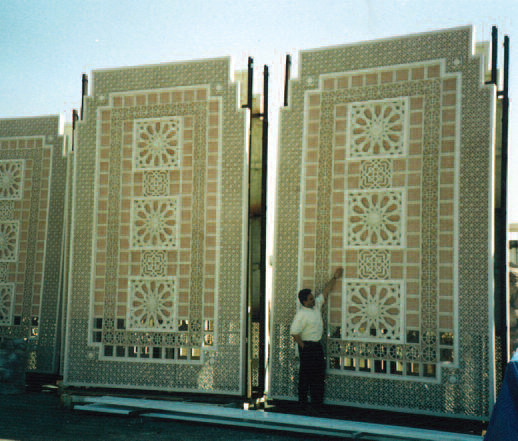
Jaune pour les grandes reproductions

Blanc pour de multiples réutilisations

Bleu, le meilleur compromis avec toutes les fonctionnalités
À propos de Vinamold
Vinamold® est un composé thermofusible utilisé pour la fabrication de moules souples réutilisables. Il constitue une alternative économique au silicone, au polyuréthane et au latex pour le moulage du béton, du plâtre et des résines polyester.
Reconnu depuis plus de 30 ans, Vinamold® est une référence dans l’industrie grâce à sa qualité inégalée et sa grande polyvalence. Les utilisateurs font confiance à cette marque pour la reproduction d’objets dans une large variété de matériaux (plâtre, pierre reconstituée, polyester, stratifiés en fibre de verre, etc.), tout en maîtrisant les coûts.
Un composé PVC thermofusible, méticuleusement conçu pour la création de moules flexibles
Applications









Pourquoi utiliser Vinamold® ?
Vinamold® est un composé thermofusible utilisé pour la fabrication de moules souples réutilisables. Il constitue une alternative économique au silicone, au polyuréthane et au latex pour le moulage du béton, du plâtre et des résines polyester.
Reconnu depuis plus de 30 ans, Vinamold® est une référence dans l’industrie grâce à sa qualité inégalée et sa grande polyvalence. Les utilisateurs font confiance à cette marque pour la reproduction d’objets dans une large variété de matériaux (plâtre, pierre reconstituée, polyester, stratifiés en fibre de verre, etc.), tout en maîtrisant les coûts.
Applications courantes :
- Arts et artisanat
- Décoration intérieure
- Moulage d’objets de précision
- Création de motifs ornementaux
- Réalisation de répliques moulées
- Maquettes tridimensionnelles


Quelle couleur choisir pour mon application ?
- Vinamold Rouge : matériau le plus souple, idéal pour les reproductions très précises et fortement détaillées, notamment en arts et loisirs créatifs.
- Vinamold Blanc : bon équilibre entre flexibilité et résistance, adapté aux objets de petite à moyenne taille avec un bon niveau de détail. Peut être réutilisé de nombreuses fois.
- Vinamold Bleu : matériau polyvalent offrant de bonnes performances générales, idéal pour les reproductions de décoration intérieure de taille moyenne à grande.
- Vinamold Jaune : matériau le plus rigide, spécialement conçu pour les pièces de grande taille et/ou les éléments de construction lourds.
Comment utiliser Vinamold correctement
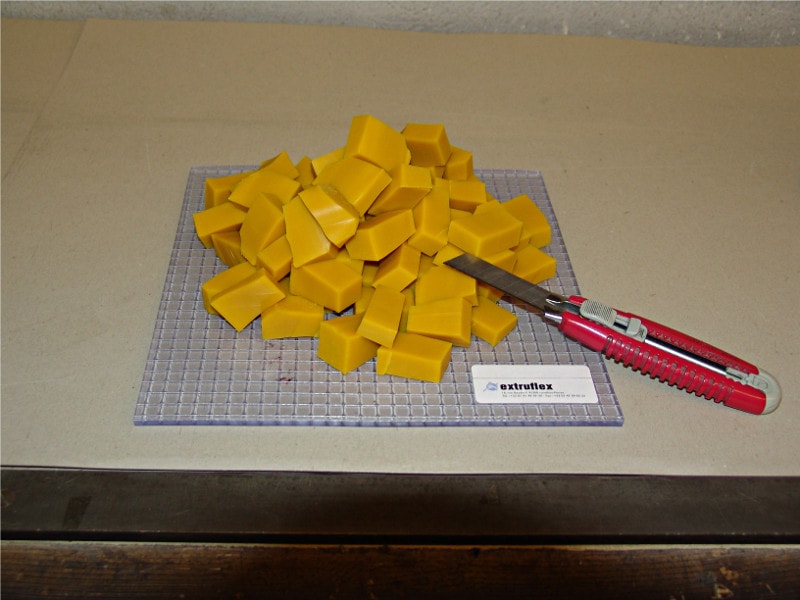
Processus de fusion :
Vinamold peut être fondu par différentes méthodes, y compris au micro-ondes. Toutefois, pour un résultat optimal, il est recommandé d’utiliser un équipement de fusion à température contrôlée. Cela garantit une fusion homogène et stable.
Le matériau doit atteindre un état liquide sans décoloration ni fumée. En cas de surchauffe (fumée ou changement de couleur), le matériau doit être jeté.
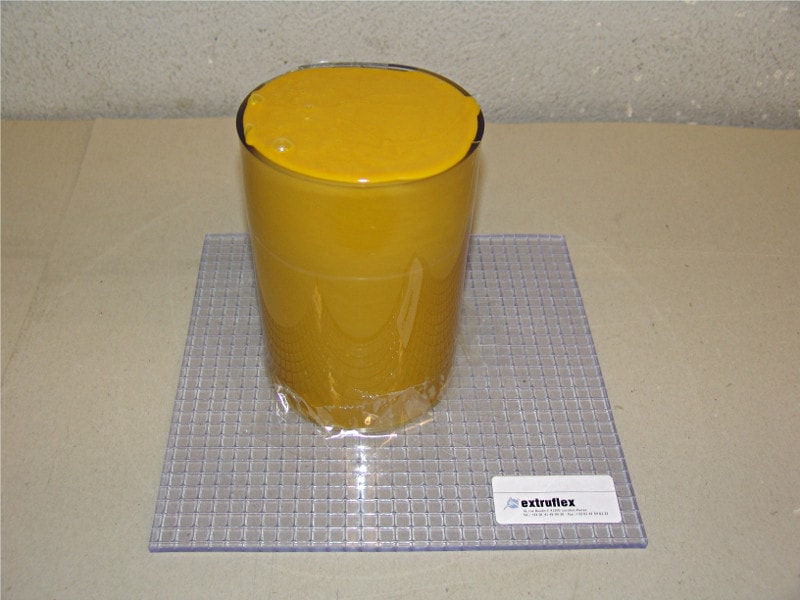
Processus de coulage :
Une fois fondu, verser Vinamold lentement et régulièrement jusqu’à la profondeur souhaitée, avec une épaisseur minimale de 20 mm. Afin d’éviter les bulles d’air, il peut être nécessaire de manipuler légèrement l’ensemble pour permettre au matériau de remplir tous les détails. L’assistance d’une seconde personne peut être utile. Laisser le moule reposer au minimum 8 heures avant le démoulage. Pour les surfaces complexes ou très lisses, ce délai peut être plus long. Le démoulage doit se faire avec précaution, sans outils coupants susceptibles d’endommager le PVC. Les défauts mineurs (bulles d’air, petites déchirures) peuvent être corrigés à l’aide d’une lame chaude. Si nécessaire, de petites quantités de Vinamold peuvent être fusionnées localement pour combler les cavités.



La sécurité avant tout
Lors de la manipulation de Vinamold fondu, faire preuve d’une extrême prudence, car le matériau fond à des températures supérieures à 150 °C et peut provoquer de graves brûlures. Éviter d’inhaler les vapeurs lors de la fusion. Bien qu’elles ne soient pas toxiques, les vapeurs issues des plastifiants peuvent être irritantes. Assurer une ventilation et une extraction efficaces dans la zone de chauffe afin de limiter toute gêne ou irritation respiratoire.
Fiche technique
| Propriétés | Norme | Unités | Rouge | Naturel | Blanc | Bleu | Jaune | Caractéristiques |
| Dureté Shore A | ASTM D 2240 | Shore 00 | 40 | 40 | 47 | 55 | 70 | Indice basé sur la profondeur de pénétration d’un pénétrateur plat. Échelle de 0 (souple) à 100 (dur). |
| Résistance à la traction à la rupture | ISO 37 | Mpa | 0,29 | 0,29 | 0,60 | 0,50 | 0,65 | Contrainte de traction maximale qu’un matériau peut supporter avant rupture. |
| Allongement à la rupture | % | 178 | 178 | 293 | 182 | 176 | Allongement de l’échantillon au point de rupture sous contrainte de traction. | |
| Résistance à la déchirure | ISO 34 | kN/m | 1,8 | 1,8 | 5,9 | 3,8 | 5,2 | Contrainte minimale requise pour déchirer un échantillon pré-fendu. |
| Résistance à l’abrasion | ISO 5470 (1999) Taber 1000 revs/H22 | mg/100u | 89 | 89 | 45 | 68 | 62 | Capacité à résister à l’abrasion. La valeur indique la quantité de matière perdue après un certain nombre de cycles abrasifs. |
| Température de fusion | - | °C | 150 to 170 | 150 to 170 | 170 | 150 to 170 | 150 to 170 | Température à laquelle une substance passe de l’état solide à l’état liquide. |
| °F | 302 to 338 | 302 to 338 | 338 | 302 to 338 | 302 to 338 | |||
| Température de coulée | - | °C | 140 to 150 | 140 to 150 | 170 | 140 to 150 | 140 to 150 | Température à laquelle le matériau doit être coulé sur le moule. |
| °F | 284 to 302 | 284 to 302 | 338 | 284 to 302 | 284 to 302 | |||
| Densité | ISO 1183 | g/cm3 | 1,13 | 1,13 | 1,02 | 1,13 | 1,11 | Masse par unité de volume. |
Les données contenues dans cette spécification technique sont fournies à titre informatif uniquement et sont basées sur nos connaissances actuelles des produits concernés.
Ces informations sont fournies à notre client de bonne foi afin de l’informer et de l’aider dans ses recherches, et ne constituent aucune garantie formelle ou implicite quant à leur utilisation.