What are you looking for?
VINAMOLD




| Kostengünstig |

| Detailgetreue Reproduktionen |

| Anpassbare Flexibilität und Formbeständigkeit |

| Wiederverwendbar (mehr als 50 Mal) |

| Ideal für kleine und große Formen (bis zu einigen Metern) |
Formate
Vinamold® ist in 5 Farbtönen (Rot, Natur, Weiß, Blau, Gelb) erhältlich für bessere Reproduktion, bessere Beständigkeit gegen Verformung und Haltbarkeit.
Größe: Säcke mit 12,5 oder 25 kg

Rot für detailreiche Reproduktionen

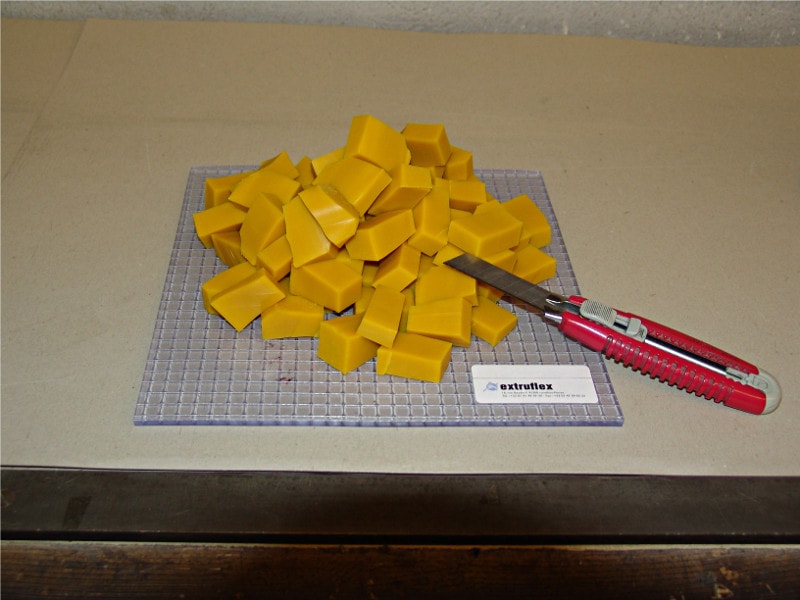
Gelb für große Reproduktionsgröße

Weiß für mehrfache Wiederverwendung

Blau, der beste Kompromiss mit allen Funktionen
Über Vinamold
Vinamold® ist eine Schmelzmasse, eine schmelzfähige Masse, die zur Herstellung flexibler Formen verwendet wird. Sie ist eine wirtschaftliche Alternative zu Silikonkautschuk, Polyurethan und Latex für das Gießen von Beton, Gips und Polyesterharzen.
Vinamold® ist aufgrund seiner unübertroffenen Qualität und Vielseitigkeit ein etablierter Name in der Branche. Seit über 30 Jahren kennen und vertrauen Kunden dieser Marke, die ein kostengünstiges Material für die Herstellung von Artikeln aus verschiedensten Werkstoffen (z. B. Gips, Kunststein, Polyester, Glasfaserlaminate usw.) bietet.
Eine Heißschmelz-PVC-Mischung, sorgfältig entwickelt für die Herstellung flexibler Formen
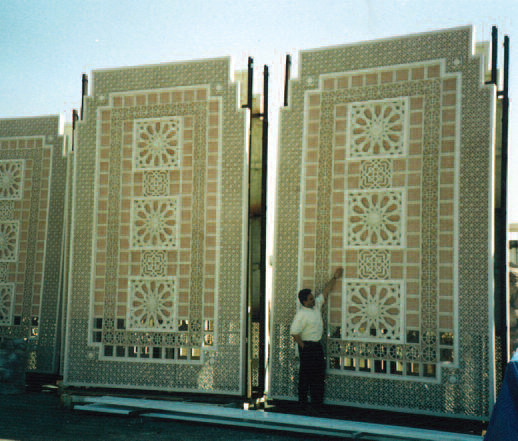
Anwendungen









Warum Vinamold® verwenden?
Eine Schmelzmasse auf Vinylbasis zur Herstellung flexibler Gussformen. Geeignet zum Gießen von Polyester-, Gips-, Epoxid- und Phenol-Formaldehyd-Harzen. Vinamold ist flexibel, schmilzt bei 150–170 °C und ist bei 140–150 °C gießbar. Die Formen sind wasserdicht, chemikalienbeständig und unempfindlich gegenüber Witterungseinflüssen. Sie bilden feinste Details präzise ab und ermöglichen mehrere Abgüsse, bevor sie erneut eingeschmolzen und wiederverwendet werden müssen.
Häufige Anwendungsbereiche:
- Kunsthandwerk
- Inneneinrichtung
- Herstellung detailgetreuer Gussformen
- Ornamentales Design
- Herstellung von Formteilen
- Dreidimensionale Modelle


Welche Farbe eignet sich am besten für meine Anwendung?
- Rotes Vinamold: Weichstes Material, ideal für die detailgetreue Wiedergabe von Teilen und Objekten. Perfekt für die hochpräzise Reproduktion von Kunsthandwerksteilen mit hohem Detailgrad.
- Weißes Vinamold: Flexibel und gleichzeitig robust – ideal für die detailgetreue Wiedergabe von kleinen bis mittelgroßen Souvenirs. Kann diverse Male verwendet werden, bevor es ersetzt werden muss.
- Blaues Vinamold: Material mit guten Allround-Eigenschaften. Geeignet für die detailgetreue Wiedergabe von mittelgroßen bis großen Dekorationsgegenständen.
- Gelbes Vinamold: Härtestes Material, speziell entwickelt für die Reproduktion von großen und/oder schweren Bauteilen.
So verwenden Sie Vinamold richtig
Schmelzvorgang:
Vinamold kann auf verschiedene Arten geschmolzen werden, unter anderem in der Mikrowelle. Für optimale Ergebnisse empfehlen wir jedoch die Verwendung eines thermostatisch geregelten Schmelzgeräts. Dies gewährleistet ein gleichmäßiges und korrektes Schmelzen des Materials bei einer stabilen Temperatur. Das Material sollte flüssig werden, ohne sich zu verfärben oder zu rauchen. Bei Überhitzung, erkennbar an den folgenden Anzeichen, muss das Material entsorgt werden.
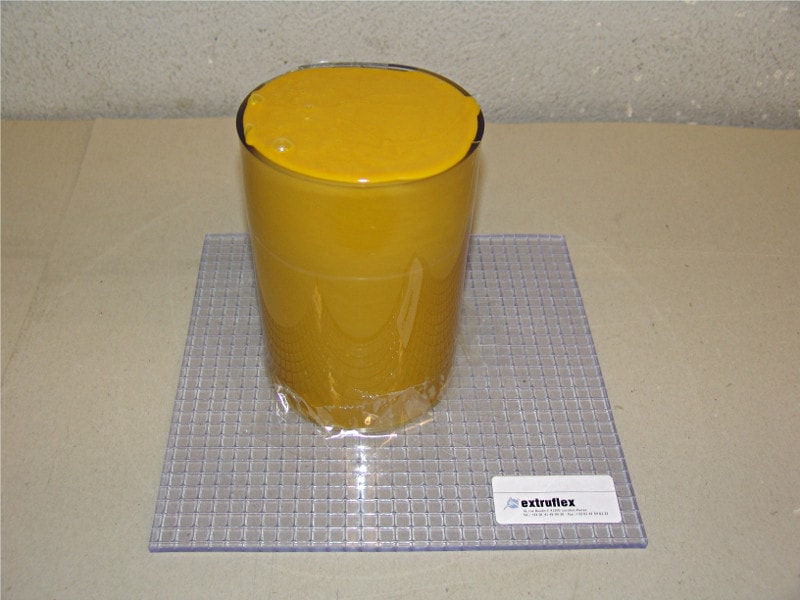
Gießvorgang:
Nachdem Sie Vinamold geschmolzen haben, gießen Sie die Masse langsam und gleichmäßig bis zur gewünschten Tiefe ein und achten Sie dabei auf eine Mindestbedeckung von 20 mm. Um Lufteinschlüsse zu vermeiden, kann es erforderlich sein, die Form zu bewegen, damit die Flüssigkeit alle Details ausfüllt; eine assistierende Person kann dabei hilfreich sein. Lassen Sie die fertige Form mindestens 8 Stunden aushärten, bevor Sie versuchen, sie zu lösen. Bei komplexen oder glatten Oberflächen kann dieser Vorgang länger dauern. Gehen Sie dabei vorsichtig vor und verwenden Sie keine Werkzeuge, die das PVC schneiden oder beschädigen könnten. Kleinere Unregelmäßigkeiten wie Luftblasen oder Risse können Sie vorsichtig mit einer heißen Klinge ausbessern. Bei Bedarf können kleine Stücke Vinamold mit der Formoberfläche verschmolzen werden, um eventuell entstehende Hohlräume zu füllen, falls diese nicht ordnungsgemäß behandelt werden.



Sicherheit geht vor
Beim Umgang mit geschmolzenem Vinamold ist äußerste Vorsicht geboten, da es bei Temperaturen über 150 °C (302°F) schmilzt und Verbrennungen verursachen kann. Vermeiden Sie das Einatmen der Dämpfe während des Schmelzvorgangs; die Dämpfe der Weichmacher sind zwar nicht giftig, können aber Reizungen verursachen. Sorgen Sie für ausreichende Belüftung und Absaugung im Heizbereich, um Beschwerden und Reizungen der Atemwege zu minimieren.
Technisches Datenblatt
| Eigenschaften | Norm | Einheiten | Rot | Natur | Weiß | Blau | Gelb | Beschreibung |
| Shore-A-Härte | ASTM D 2240 | Shore 00 | 40 | 40 | 47 | 55 | 70 | Index basierend auf der Eindringtiefe eines flachen Eindringkörpers. Skala von 0 (weich) bis 100 (hart). |
| Zugfestigkeit bei Bruch | ISO 37 | Mpa | 0,29 | 0,29 | 0,60 | 0,50 | 0,65 | Maximale Zugspannung, die ein Material vor dem Bruch aushält. |
| Bruchdehnung | % | 178 | 178 | 293 | 182 | 176 | Dehnung der Probe am Bruchpunkt unter Zugbelastung. | |
| Weiterreißfestigkeit | ISO 34 | kN/m | 1,8 | 1,8 | 5,9 | 3,8 | 5,2 | Minimale Zugkraft zum Weiterreißen einer eingeschnittenen Probe. |
| Abriebfestigkeit | ISO 5470 (1999) Taber 1000 Umdr./H22 | mg/100u | 89 | 89 | 45 | 68 | 62 | Widerstand gegen Abrieb. Wert zeigt den Materialverlust nach Abriebzyklen. |
| Schmelztemperatur | - | °C | 150 bis 170 | 150 bis 170 | 170 | 150 bis 170 | 150 bis 170 | Temperatur, bei der ein Stoff von fest zu flüssig übergeht. |
| °F | 302 bis 338 | 302 bis 338 | 338 | 302 bis 338 | 302 bis 338 | |||
| Gießtemperatur | - | °C | 140 bis 150 | 140 bis 150 | 170 | 140 bis 150 | 140 bis 150 | Temperatur, bei der das Material in die Form gegossen werden sollte. |
| °F | 284 bis 302 | 284 bis 302 | 338 | 284 bis 302 | 284 bis 302 | |||
| Dichte | ISO 1183 | g/cm3 | 1,13 | 1,13 | 1,02 | 1,13 | 1,11 | Masse pro Volumeneinheit. |
Die in diesem technischen Datenblatt enthaltenen Informationen dienen nur zu Informationszwecken und basieren auf unserem aktuellen Kenntnisstand des Produkts.
Diese Angaben werden unseren Kunden nach bestem Wissen zur Verfügung gestellt und stellen keine ausdrückliche oder stillschweigende Garantie für deren Verwendung dar.