What are you looking for?
VINAMOLD




| Rentable |

| Reproducciones detalladas |

| Flexibilidad ajustable y resistencia a la deformación |

| Reutilizable (más de 50 veces) |

| Ideal para moldes de tamaño pequeño y grande (hasta pocos metros) |
Formato
Vinamold® está disponible en 5 grados (rojo, natural, blanco, azul, amarillo) para una mejor reproducción, mejor resistencia a la deformación y durabilidad.
Tamaño : bolsas de 12,5 o 25 kg

Rojo para reproducciones con alto nivel de detalle

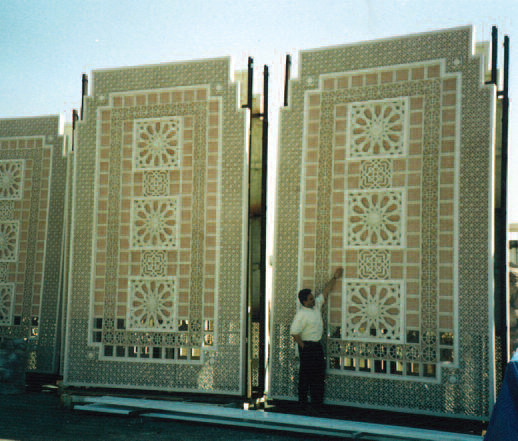
Amarillo para tamaño de reproducción grande

Blanco para múltiples reutilizaciones

Azul, el mejor compromiso con todas las características.
Acerca de Vinamold
Vinamold® es un compuesto termofusible que se utiliza para la preparación de moldes flexibles. Es una alternativa económica al caucho de silicona, el poliuretano y el látex de caucho para el colado de hormigón, yeso y resinas de poliéster.
Vinamold® es una marca consolidada en la industria gracias a su inigualable calidad y versatilidad. Durante más de 30 años, nuestros clientes han conocido y confiado en esta marca, un material rentable para la recreación de artículos en diversos materiales (p. ej., yeso, artículos de piedra reconstituida, poliéster, laminados de fibra de vidrio, etc.).
Un compuesto de PVC termofusible, elaborado meticulosamente para crear moldes flexibles.
Aplicaciones









¿Por qué usar Vinamold®?
Un compuesto termofusible a base de resinas vinílicas para la fabricación de moldes flexibles. Apto para la fundición de resinas de poliéster, yeso, epoxi y fenol-formaldehído. Vinamold es flexible, se funde a 150-170 °C y se vierte a 140-150 °C. Los moldes son impermeables, resistentes a los productos químicos y resistentes a las inclemencias del tiempo. Capturan detalles finos y permiten múltiples moldes antes de volver a fundirlos y reutilizarlos.
Aplicaciones comunes
- Artes y manualidades
- Decoración de interiores
- Fundición de objetos detallados
- Diseños ornamentales
- Creación de réplicas moldeadas
- Modelos tridimensionales


¿Cuál es el mejor color para mi aplicación?
- Vinamold Rojo: Material más blando, que permite la reproducción de piezas y objetos con gran detalle. Ideal para la reproducción precisa de piezas de artesanía con un alto nivel de detalle.
- Vinamold Blanco: Combina flexibilidad y resistencia para reproducir recuerdos de tamaño pequeño a mediano con un buen nivel de detalle. Puede reutilizarse antes de ser reemplazado.
- Vinamold Azul: Material con buenas propiedades generales. Permite la reproducción de decoración de interiores de tamaño mediano a grande con un nivel de detalle adecuado.
- Vinamold Amarill
Cómo usar Vinamold correctamente
Proceso de fusión:
Vinamold se puede fundir mediante diversos métodos, incluyendo microondas, pero para obtener mejores resultados, recomendamos utilizar un equipo de fusión con control termostático. Esto garantiza que el material se funda de forma uniforme y correcta a una temperatura estable. El material debe alcanzar un estado líquido sin decoloración ni humo. Si se produce sobrecalentamiento, como lo indican estas señales, el material debe desecharse.
Proceso de vertido:
Después de fundir Vinamold, vierta el material fundido lenta y constantemente hasta la profundidad requerida, asegurando una cobertura mínima de 20 mm. Para evitar que quede aire atrapado, puede ser necesario manipular el conjunto, permitiendo que el líquido llene todos los detalles; contar con un asistente puede ser útil. Deje que el molde terminado se endurezca durante al menos 8 horas antes de intentar desmoldarlo. Para superficies intrincadas o lisas, este proceso puede tardar más y debe realizarse con cuidado en lugar de usar herramientas que puedan cortar o rasgar el PVC. Las pequeñas imperfecciones, como burbujas de aire o rasgaduras, pueden corregirse retocándolas cuidadosamente con una cuchilla caliente. Si es necesario, se pueden retirar pequeños trozos de Vinamold. Se puede fusionar en la superficie del molde para rellenar cualquier cavidad que pueda formarse si no se aborda adecuadamente.



La seguridad es lo primero
Al manipular Vinamold fundido, tenga mucho cuidado, ya que se funde a temperaturas superiores a 150 °C (302 °F) y puede causar quemaduras. Evite inhalar los vapores durante la fusión; aunque no son tóxicos, los vapores de los plastificantes pueden ser irritantes. Asegúrese de que haya ventilación y extracción adecuadas en la zona de calentamiento para minimizar las molestias y la irritación respiratoria.
Ficha técnica
| Propiedades | Norma | Unidades | Rojo | Natural | Blanco | Azul | Amarillo | Descripción |
| Dureza Shore A | ASTM D 2240 | Shore 00 | 40 | 40 | 47 | 55 | 70 | Índice basado en la profundidad de penetración de un indentador plano. Escala de 0 (blando) a 100 (duro). |
| Resistencia a la tracción a la rotura | ISO 37 | Mpa | 0,29 | 0,29 | 0,60 | 0,50 | 0,65 | Máxima tensión de tracción que puede soportar un material antes de romperse. |
| Elongación a la rotura | % | 178 | 178 | 293 | 182 | 176 | Elongación de la muestra en el punto de rotura bajo tensión de tracción. | |
| Resistencia al desgarro | ISO 34 | kN/m | 1,8 | 1,8 | 5,9 | 3,8 | 5,2 | Esfuerzo mínimo de tracción necesario para desgarrar una muestra pre-cortada. |
| Resistencia a la abrasión | ISO 5470 (1999) Taber 1000 revs/H22 | mg/100u | 89 | 89 | 45 | 68 | 62 | Capacidad de resistir la abrasión. La cifra indica la cantidad de material desgastado tras ciclos abrasivos. |
| Temperatura de fusión | - | °C | 150 a 170 | 150 a 170 | 170 | 150 a 170 | 150 a 170 | Temperatura a la que una sustancia pasa de sólido a líquido. |
| °F | 302 a 338 | 302 a 338 | 338 | 302 a 338 | 302 a 338 | |||
| Temperatura de vertido | - | °C | 140 a 150 | 140 a 150 | 170 | 140 a 150 | 140 a 150 | Temperatura a la que el material debe ser vertido sobre el molde. |
| °F | 284 a 302 | 284 a 302 | 338 | 284 a 302 | 284 a 302 | |||
| Densidad | ISO 1183 | g/cm3 | 1,13 | 1,13 | 1,02 | 1,13 | 1,11 | Masa por unidad de volumen. |
Los datos contenidos en esta especificación técnica se proporcionan únicamente con fines informativos y se basan en nuestros conocimientos actuales del producto.
Esta información se proporciona de buena fe para ayudar a nuestros clientes en su investigación y no constituye ninguna garantía formal o implícita de su uso.