What are you looking for?
VINAMOLD




| Custo-benefício |

| Reproduções detalhadas |

| Flexibilidade ajustável e resistência à deformação |

| Reutilizável (mais de 50 vezes) |

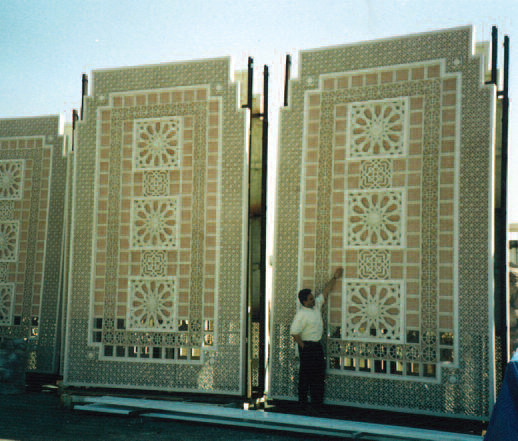
| Ideal para moldes de pequeno e grande porte (até alguns metros) |
Formato
Vinamold® Está disponível em 5 tonalidades (Vermelho, Natural, Branco, Azul, Amarelo) para melhor reprodução, maior resistência à deformação e durabilidade.
Tamanho : Sacos de 12,5 ou 25 kg

Vermelho para reproduções com alto nível de detalhes

Amarelo para tamanho de reprodução grande

Branco para reutilização múltipla

Azul, o melhor equilíbrio entre todas as funcionalidades
Sobre Vinamold Vinamold®
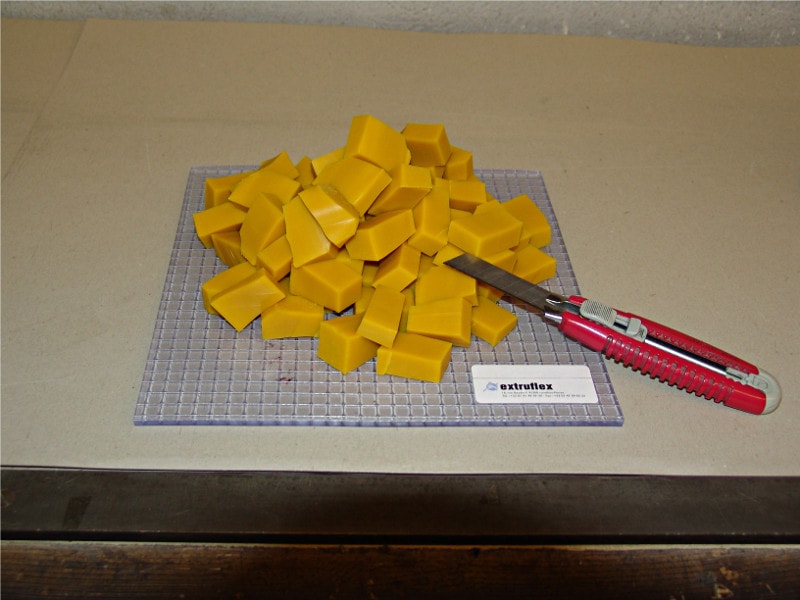
É um composto termofusível, uma composição fundível utilizada na preparação de moldes flexíveis. É uma alternativa econômica à borracha de silicone, ao poliuretano e ao látex de borracha para moldagem de concreto, gesso e resinas de poliéster.
Vinamold® é um nome consagrado no setor devido à sua qualidade e versatilidade incomparáveis. Há mais de 30 anos, os clientes conhecem e confiam na marca, que oferece um material econômico para a recriação de artigos em diversos materiais (como gesso, pedra reconstituída, poliéster, laminados de fibra de vidro, etc.).
Um composto de PVC termofusível, meticulosamente desenvolvido para a criação de moldes flexíveis.
Aplicações









Por que usar Vinamold®?
Um composto termofusível à base de resinas vinílicas para a fabricação de moldes flexíveis. Adequado para moldagem de resinas de poliéster, gesso, epóxi e fenol-formaldeído. O Vinamold é flexível, funde a 150-170 °C e verte a 140-150 °C. Os moldes são impermeáveis, resistentes a produtos químicos e não são afetados pelas variações climáticas. Capturam detalhes finos e permitem múltiplas moldagens antes de serem derretidos e reutilizados.
Aplicações comuns
- Artes e artesanato
- Decoração de interiores
- Fundição de objetos detalhados
- Desenhos ornamentais
- Criação de réplicas moldadas
- Modelos tridimensionais


Qual cor é a melhor para a minha aplicação?
- Vinamold Vermelho: material mais macio, permitindo a reprodução de peças e objetos com altíssimo nível de detalhamento. Ideal para reproduções muito precisas de peças de artes e artesanato.
- Vinamold Branco: combina flexibilidade e resistência para reproduzir peças pequenas a médias com bom nível de detalhe. Pode ser reutilizado várias vezes antes da substituição.
- Vinamold Azul: material com boas propriedades gerais. Permite reproduções de decoração de interiores de médio
Como usar o Vinamold corretamente
Processo de fusão:
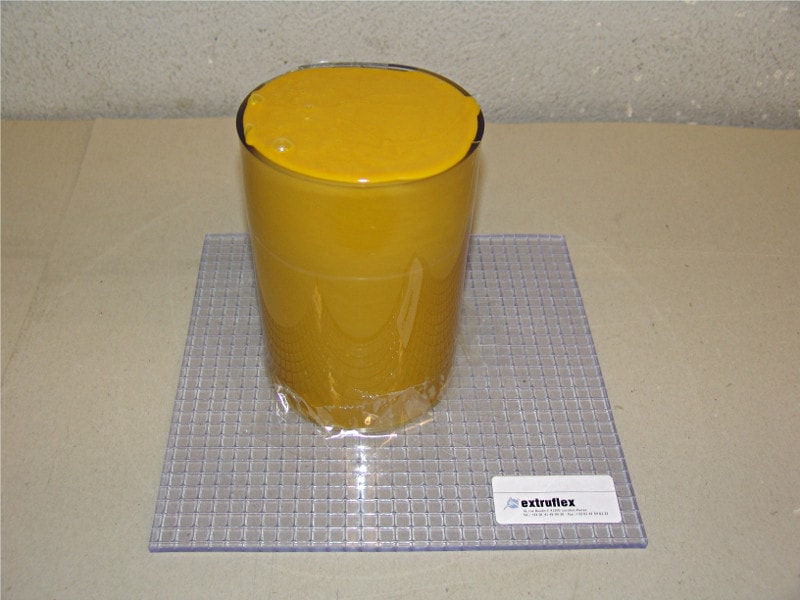
O Vinamold pode ser derretido por diversos métodos, incluindo micro-ondas, mas para melhores resultados recomenda-se o uso de equipamentos com controle termostático. Isso garante que o material derreta de forma consistente e na temperatura correta.
O material deve atingir o estado líquido sem apresentar descoloração ou fumaça. Caso ocorram esses sinais de superaquecimento, o material deve ser descartado.
Processo de vazamento:
Após derreter o Vinamold, despeje o material fundido de forma lenta e contínua até a profundidade desejada, garantindo uma cobertura mínima de 20 mm.Para evitar bolhas de ar, pode ser necessário movimentar o conjunto para permitir que o líquido preencha todos os detalhes. Ter um assistente pode ajudar nesse processo.Deixe o molde curar por pelo menos 8 horas antes de tentar removê-lo. Para superfícies complexas ou lisas, esse processo pode levar mais tempo e deve envolver manipulação delicada, em vez de ferramentas que possam cortar ou rasgar o PVC. Pequenas imperfeições, como bolhas de ar ou rasgos, podem ser corrigidas com um retoque cuidadoso com uma lâmina quente. Caso necessário, pequenos pedaços de Vinamold podem ser fundidos na superfície do molde para preencher quaisquer cavidades que possam se formar se não forem devidamente tratadas.



Segurança em primeiro lugar
Ao manusear o Vinamold fundido, tome extremo cuidado, pois ele derrete a temperaturas acima de 150 °C (302 °F) e pode causar queimaduras. Evite inalar os vapores durante o processo de fusão; embora não sejam tóxicos, os vapores dos plastificantes podem ser irritantes. Garanta ventilação e exaustão adequadas na área de aquecimento para minimizar o desconforto e a irritação respiratória.
Ficha técnica
| Propriedades | Norma | Unidades | Vermelho | Natural | Branco | Azul | Amarelo | Descrição |
| Dureza Shore A | ASTM D 2240 | Shore 00 | 40 | 40 | 47 | 55 | 70 | Índice baseado na profundidade de penetração de um indentador plano. Escala de 0 (macio) a 100 (duro). |
| Resistência à tração na ruptura | ISO 37 | Mpa | 0,29 | 0,29 | 0,60 | 0,50 | 0,65 | Tensão máxima de tração que um material pode suportar antes da ruptura. |
| Alongamento na ruptura | % | 178 | 178 | 293 | 182 | 176 | Alongamento do corpo de prova no ponto de ruptura sob tensão de tração. | |
| Resistência ao rasgo | ISO 34 | kN/m | 1,8 | 1,8 | 5,9 | 3,8 | 5,2 | Esforço mínimo necessário para rasgar uma amostra pré-cortada. |
| Resistência à abrasão | ISO 5470 (1999) Taber 1000 revs/H22 | mg/100u | 89 | 89 | 45 | 68 | 62 | Capacidade de resistir à abrasão. O valor indica o material desgastado após ciclos abrasivos. |
| Temperatura de fusão | - | °C | 150 a 170 | 150 a 170 | 170 | 150 a 170 | 150 a 170 | Temperatura na qual uma substância passa do estado sólido para o líquido. |
| °F | 302 a 338 | 302 a 338 | 338 | 302 a 338 | 302 a 338 | |||
| Temperatura de vazamento | - | °C | 140 a 150 | 140 a 150 | 170 | 140 a 150 | 140 a 150 | Temperatura na qual o material deve ser vazado sobre o molde. |
| °F | 284 a 302 | 284 a 302 | 338 | 284 a 302 | 284 a 302 | |||
| Densidade | ISO 1183 | g/cm3 | 1,13 | 1,13 | 1,02 | 1,13 | 1,11 | Massa por unidade de volume. |
Os dados contidos nesta especificação técnica são fornecidos apenas para fins informativos e baseiam-se no nosso conhecimento atual do produto.
Estas informações são fornecidas de boa fé para auxiliar nossos clientes em suas pesquisas e não constituem qualquer garantia formal ou implícita de uso.